





Beizen als Vorbereitung zur Eindring-, PT- und Fluoreszenzprüfung
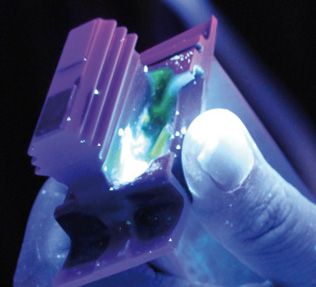
Das Beizen und Passivieren dient der unmittelbaren Vorbereitung für eine nachgelagerte Eindringprüfung der Oberfläche nach DIN EN ISO 3452-1.
Durch spezielle Steuerung der Prozessparameter können Fließfehler wie Risse, Poren und Einschlüsse, die sich unter der Bauteiloberfläche befinden freigelegt werden, um sie in einer anschließenden Prüfung überhaupt erst sichtbar zu machen.
starke partner in der qualitätssicherung
Qualitätsprüfungen durch das IFO – Institut für Oberflächentechnik
Die von Ihnen geforderten Korrosionsbeständigkeiten für Edelstahlrails werden in Zusammenarbeit mit dem IFO – Institut für Oberflächentechnik in genormten Salzspühnebeltests geprüft und dokumentiert.
Diese Prüfung ist durch den VDA vorgeschrieben, und ist Bestandteil des Erstmusterprüfberichts nach VDA.

Schreiben Sie uns an.
API Oberflächen Beschichtung GmbH
Werk Philippsthal
Industriestraße 2- 6
36269 Philippsthal
Fon:
Industriestraße 2- 6
36269 Philippsthal